
面议

面议
面议

面议
面议
面议

面议
面议
| 品牌岳阳石材 | 有效期至长期有效 | 最后更新2023-02-23 14:54 |
| 浏览次数1937 |
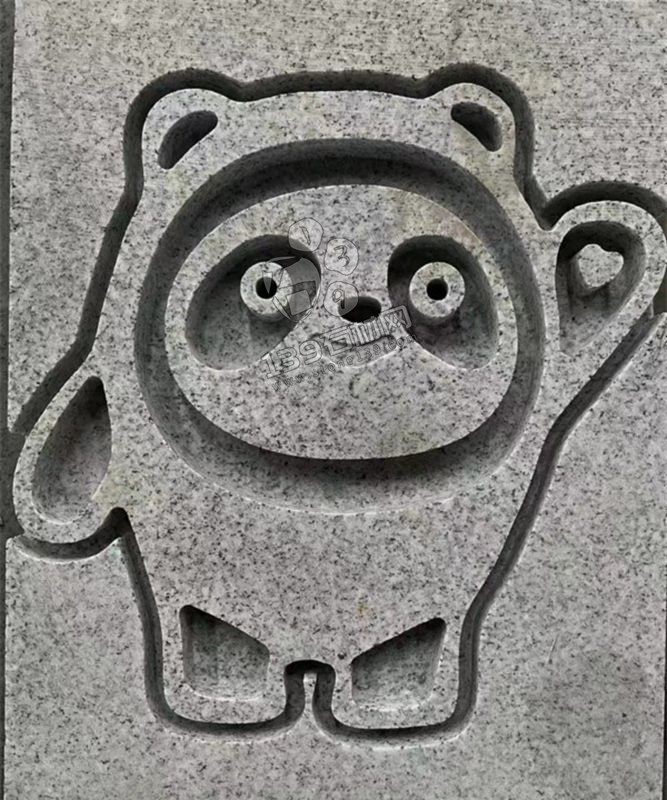
湖南芝麻灰石材雕刻
1、搬运前的准备工作:预防为主、有备无患。为了安全,不受损失,可根据不同情况,按产品 规格大小、质量、路程的远近,运输方式的不同等做好准备。如大规格板材用质地坚硬的木方牢固钉架。条板可用木板条、铁匝打捆。异型产品 、工艺品要用纸箱、木箱包装,保护好锐角。对洁白易污染产品 严禁用有色的塑料和草绳打捆。 2、应用吊车或插车时要注意: 钢丝绳用牢固,挂钢丝绳时可根据板材的大小均均放置。挂钩应在中心位置,忽闻偏斜,抽绳时要爽快、不硬抽,以防划破板材表面。 操作者要精神集中,严禁闲人靠近; 用吊车装卸石材时检查周围有无高压电线和障碍操作的建筑。石材被吊车悬在空中时,切勿摆动。 3、短距离在门市、货场、机房、居室应用小型拖车,车长短与石材要适宜,车架、车胎要完好,搬运要平稳。装前、卸后,人工搬运时要将板材竖立抬搬,严禁平抬。搬运人员要戴手套,勿穿拖鞋。 4、运载的火车、般只、大吨位的汽车,大致可分集装箱、密封货柜。露天排放严禁石材吊放排横排,应沿运行方向顺立、减少损失。汽车搬运形式更多,事故多。要注意要点有: 要选好车,尤其是运大板石材时,决不让病车上路。中心车架要牢固,押车要备2-3根钢丝绳器,切勿用纤维麻绳代替;车辆遇山路、雨雪天气、刮大风或过人要减速,特别当心。勿急转弯、刹车。 要根据产品 装货,装货时要将毛光板、厚板或放在底层。成品或薄板放在上层或靠后,每层间要用木条分隔,减少碰边角、磨损。 人货分载,严禁人员乘坐运载石材的车。
板岩石的清洁及养护
板岩石地板养护应像任何其他地板一样保持其清洁,必要时要擦洗,定时拖洗地板。 擦洗开裂的地板要使用重度地板清洁剂。把清洁剂洒在地板上静置几分钟。接着,用新的溶液和硬刷刷洗。磨料不太适合使用,因为它们有时候会残留在地板上。 板岩石清洁后,要冲洗并让其完全干燥,这有利于采取保护措施。“保护”并不代表板岩石需要保护,但密封能方便日后的清洁。 密封 一般来说,供应商在标准的“天然裂纹”处理过程中就应密封。板岩石密封更好采用低黏度,在固体中低于25%的密封剂。在密封之前需小心护理,确保板岩石及灌浆接缝处完全干燥,并保持干净。接缝处潮湿会导致密封剂变白。大部分密封剂是性的,且很难清除。应先在小范围内测试一下,确保这就是所需要的效果,更后完成密封。 “交通图” 使用频繁的区域更终会形成“交通图”。这看似板岩石正被磨损,但其实通常是光泽问题。密封是相对的,且是光泽的记录,制造商。
宝石加工用金刚石压牙锯片研制动态
目前,国内、国际石材及玉石的市场发展活跃,经济发展前景很广阔,因而刺激和带动了相关加工工业的飞速发展。就加工难度而言,玉石的加工难度更大。一般珍贵石材如绿松石等莫氏硬度为3~4.5,而玉石中软玉的莫氏硬度为4.5~5.5,硬玉如缅甸翡翠等的硬度为6.5~7。通俗地讲,玉料愈珍贵,其加工难度愈大。因为除了硬度高这一原因外,珍贵玉料都有要求切缝细、切面美观、玉料损失削地的苛刻要求。 国际国内玉石、宝石等硬质贵重材料的切割锯片产品 制造通常有下述两类技术途径: (1)粉末冶金热压和焊接的工艺方法:即将金刚石颗粒与青铜等金属粉末混合后热压成切割耐磨环(或块),然后将耐磨环焊接于锯片基体上。这种锯片用于切割玉料存在着切割效率低、切缝粗大、玉料磨损严重等致命弱点。 (2)电镀金刚石锯片:即在锯片基体外缘开槽后,均匀洒上金刚石,然后用电镀的方法使基体与金刚石结合。这种方法生产的锯片可以切割所有玉料,工作效率也很高。但存在如下缺点:①电镀时金刚石颗粒会附着在锯片基体的非边缘处,使锯片厚度增加,切缝加宽,从而加大了玉料损耗;②由于电镀槽的限制,无法制造大尺寸的锯片;③电镀工艺存在严重的环境污染问题。 本文简单介绍我公司自行研制的加工玉石、宝石用金刚石压牙锯片的技术路线。 2 项目的技术路线 本项目采用自行研制的粘结剂将选好的人造金刚石颗粒粘结成团片状,置入经设计计算的锯片基体边缘铣槽中,采用科学合理的压延工艺使锯片边缘金属有适当程度的塑性变形,从而对金刚石单晶起到很好的固定作用。这种不采用电镀固定的方法,可以做大直径片又避免了电镀对环境的污染。 3 研制简介 3.1磨料选择 本项目研制的压牙锯片是用人造金刚石作为切割锐体的,需根据加工技术要求选择金刚石磨料的粒度和浓度。由于切割硬玉的锯片尺寸不同,对金刚石的粒度、浓度便有不同的要求。我公司生产的锯片直径从Φ200~Φ1250,共有13个分档。我们对每个尺寸都预选出3个粒度号和2种浓度进行对比试验筛选,从而确定了13种不同尺寸的产品 和金刚石粒度。 3.2基体选择与加工 锯片基体既要求有一定的强度,又要求有相应的韧性和塑性。在钢种选择后依据锯片尺寸进行力学计算,确定厚度以满足应用上要求的强度。强度要求的另一个作用是切割效率,而塑性和韧性则要提供锯片在进行压牙压延时足够的金属变形度,以牢固支持金刚石颗粒团片而切削。 经详细计算和试验,选定用日本进口的冷轧薄钢板作为基体材料。其化学成份为:C<0.08%,Mn=0.30%~0.45%,Al=0.02%~0.07%,力学性能为“бb=260~350N/mm2、бS<240mm2、δ10≥39%”,有了这些性能,基体在进行车削、宪削、压延时均能符合技术要求。 .pic. 3.3粘结剂试制 经过10~15个品类的试验对比,确定了YJ204粘结剂。该粘结剂能使金刚石颗粒柔性粘连,既粘结强度,又能耐受压延工艺的金属挤压力。从显微镜下观察,粘结的人造金刚石团粒之间有一层半固化的油脂粘结膜。在未经受压延应力时,粘结膜厚度较大;经受压延挤压后粘结膜面积扩大,厚度变小,但始终保持很好的团粒结合。 3.4压延工艺 为了便于压延操作,我们自行设计出适合各种产品 尺寸的相应模具,模具的形状与锯片轴孔、边槽均有很好的配合。有了模具的,可使基体金属的压延变形基本集中在牙槽部分。变形的牙槽与内包的人造金刚石团片紧密结合在一起呈凸球波动连接状,这样的牙型更有利于硬玉的锯切。 针对压延工艺参数的选择,我们在力学计算的基础上进行了上百次的压延试验,对各种压力强度下的变形量进行了的测定和记录。目前在生产工艺上选用的压延力学参数与锯片的直径有很好的对应性。 4 结论 本公司自行研制的新型专利金刚石压牙锯片成功克服了其它两类切割硬质材料所用锯片的缺点。其特点为: (1)本项目产品 能切割玉料特别是硬玉等珍贵玉石(切割其它硬质材料也无问题),切割、导向性好。 (2)压牙锯片不受电镀工艺限制,所做锯片大、薄(直径1250mm的锯片厚度仅为2.5mm),切缝细、切面美观,使玉料损失小。 . . (3)避免了电镀工艺对环境的污染。<

面议

面议

面议

面议

面议

面议

面议

面议

面议

面议
 客服热线:
客服热线:







&tel=&work=0595-86811139&email=&org=湖南芝麻灰岳阳石材厂&adr=湖南省岳阳市汨罗市川山坪镇&url=http://hnyysc.stone139.com/)