
面议

面议

面议

面议

面议
面议

面议
面议
面议
面议
面议
| 品牌金琳石材 | 有效期至长期有效 | 最后更新2024-11-25 15:35 |
| 浏览次数3125 |
钟山青拉丝面(磨光) 拉丝面的间距可以按客户需求定制

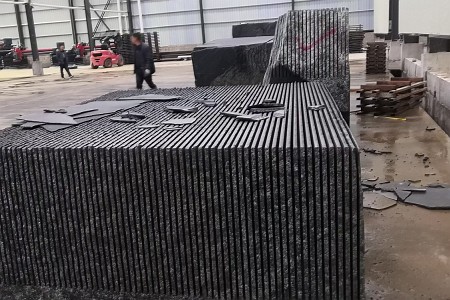
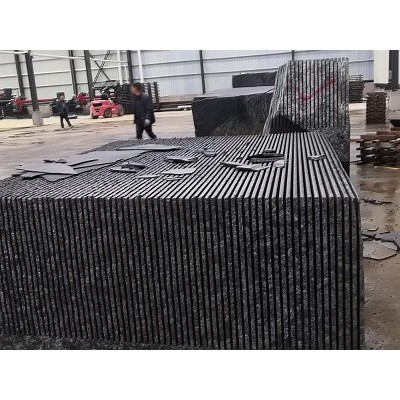
拉槽板产品在石材加工中是常见产品,产品看似简单,加工工艺也不复杂,但真正要加工好的话,还是有其特定的加工工艺和技巧的。本文着重谈谈罗马槽板的加工工艺。罗马拉槽板见图1。
图1 罗马拉槽板实物
1 拉槽板产品类型
通常拉槽板有以下几种,见图2。如圆弧型槽、方型槽、V型槽、拉丝槽、流水槽、波浪板、通槽和不通槽板。
图2 拉槽板常见的几种型式
2 加工工艺流程
加工工艺主要为:切板→拉槽板造型→拼接→打磨抛光→分件、编号→终检。
2.1 桥切切板
桥切工序选择板面符合加工质量要求的板材切板。在选择板材时,要注意加工厚度的质量要求。材料既不能偏薄了,也不能太偏厚。材料厚度的质量要求不能薄于1/18mm偏差,避免拉槽后因板偏薄而导致底部强度不够而出现断裂;出现板材偏薄而使拉槽的深度太浅,达不到应有的立体加工效果。也不可偏厚大于1mm以上,避免因厚度问题引来相关质量投诉。见图3。
图3 拉槽板尺寸质量要求
对于长度小于500mm以下且有拼接关系的拉槽板,桥切工序切板时必须合料切板,拉完槽、打磨抛光完成后再行分切,避免桥切机(仿形机等拉槽设备)因精度问题而造成槽与槽之间拼接不上,或因为打磨人为因素造成变形、槽错位等而造成槽与槽之间拼接不上的现象。见图4。
图4 拉槽板示例
对于图4订单的拉槽板加工,桥切应该切1500(1000+200+200+余量)×302规格的尺寸。到造型工序整件拉槽,打磨抛光,再行分切、撇底,用这样的工艺加工可以避免槽加工中的错位及槽直线度偏差,导致槽拼接不上。
为避免拉槽板两端在打磨抛光时被磨低的现象,可在每件产品的长度方向+20mm余量。打磨抛光完成后再修切。
2.2 拉槽板造型
2.2.1 非通槽的加工
对于非通槽而言,一般没有拼接关系,因此,严格按照图纸加工即可,成型轮选择必须根据图纸。为提高开拉槽板产品的加工效率,降低生产成本,对拉槽板的加工可以实行标准化加工。建议客户加工拉槽板产品时,以下面的尺寸为原则,这样车间加工时可以选择标准的成型加工。
圆形槽(直径mm):10、15、20、25、30、35、40、45、50、60、70、80。
方形槽(直径mm):10、15、20、25、30、35、40、45、60、80、90。
2.2.2 通槽的加工
通槽的加工在加工精度上务必控制好。因为通槽的拉槽板大都有拼接关系,如果加工偏差超过1mm以上,几件板安装在一起时,拉槽板就会严重错位,造成难以修复,影响装饰效果、质量低劣。就如图1中所示的效果。
通槽的加工如果机床的工作台允许的话,最好按加工单上的拼接图依次拼接加工。加工完毕后,按拼接图给予编号并标出拼接的方向。
2.2.3 拉丝面的加工工艺及注意事项
(1)拉丝面的槽宽一般为刀片的厚度,在4?5mm之间,通常是不需要抛光的(除非客户有需求)。由于拉丝面的槽非常多,如果一条槽出现误差哪怕仅为0.1mm,那么50条槽的累计误差为5mm,错位现象就十分严重了。因此,加工拉丝面的时候,只要加工的机床长度允许,尽量多件板按安装图拼接在一起加工,这样可以减少机床的误差所造成的槽错位。拼接起来进行加工,在加工完成后,一定要依据拼接顺序给予编号、标向。
拉丝面的加工依据槽间距可以在机床安装多块锯片加工,这可以减少加工中的误差差。
(2)使用拉丝面成型刀加工
将多个槽合在一起,设计拉丝面成型刀。用拉丝面成型刀加工可以提高拉槽的加工精度。
(3)此类槽的加工也可以在机床上安装多块刀片来加工。每块刀片之间用与两槽边线距离一样的间隔铁隔开,这样加工既可以提高开槽的效率,又可以提高开槽的加工精度。
(4)此类槽的加工,依据加工宽度制作标准的钢模板,加工过程中每拉5条槽,操作工要用标准钢模板检查。当发现所拉的槽与标准模板偏差大于1mm时,重新调整槽间距,纠正加工偏差,使加工误差符合加工图纸要求。
3 加工工艺案例
某订单需要3400×210×16.5mm的拉丝面,桥切切料3000mm长和400mm长各一件,由于槽位比较多且需要试拼,必须要做到0误差,否则累计误差将会非常大,拉槽时必须将两块板试拼起来后再行拉槽,如此方可保证一致。
此类拉丝面需要说明的是,试拼起来的规格如果超过了机台面,则无法加工。2012年3月份加工了佛山某工程订单5500mm×3400mm规格的拉槽板,因规格太大,无法拼接起来拉槽,导致出现加工误差而引起客户投诉。如要减少这类产品的加工误差,加工时操作工按标准模板每加工几条槽后,应勤于检查,一旦发现有误差时须立即停止,重新对刀,减小误差。
3.1 拉槽造型
3.1.1 普通方槽的加工
与拉丝面一样,只是槽稍微宽一些,需要抛光,水磨在抛光时不能将槽间距台阶磨圆、磨变形。
3.1.2 圆弧槽的加工
圆弧槽的加工工艺相对于拉丝面和方槽来说要简单一些,关键是要选准成型轮。桥切开料时务必将可以合开的加工的产品多件合开。不需要背倒的拉槽板要先打磨抛光后再分件,这样可避免拉槽板的端面边缘部分磨变形。如果需要背倒的拉槽板产品,则先将合开的拉槽板分切再转平面背倒之后,最后抛光,主要目的是避免因先抛光再背倒时将板面刮花而造成返工率,一般板面需要背倒的地方均是转角位,不在同一平面,只要槽对的上就不会影响安装效果,此类拉槽板多见于方形柱身。
3.1.3 拉槽工艺案例
某订单需要如下规格的拉槽板,桥切可合料开料,也可分开开料600mm长3件,300mm长4件。桥切将7片板按拼接图拼接起来后再行拉槽,倒边,最后打磨抛光。打磨抛光时也可以拼接起来进行,避免拉槽板两端边缘被磨变形。图5拉槽板产品加工最合理的工艺为多件合开料,打磨抛光好后按图分件、背倒边、正倒边。
综上所述,车间需优化图纸,提出合理的开料方案给桥切,做好加工工艺,操作工拉槽时必须严格按图纸加工,对于不清楚、模棱两可的图纸必须进行反馈。
图5 合料开料后再拼接示意
4 打磨抛光
拉槽板的打磨抛光工艺的优劣与否决定着拉槽板的加工质量。拉槽板的打磨抛光质量的控制关键点在于槽宽的一致性;槽的边线的直线度;槽两端接口的轮廓度。
为防止打磨抛光拉槽板时,避免已打磨抛光好的表面被伤坏,对表面用美纹纸或双面胶纸贴好,保护。图6中的阴影部分为保护打磨抛光过程中光面表面不被损伤而贴的保护纸。
为使罗马槽的边线直线度控制在1mm/m内,可以在两槽之间贴金属条或其他有一定厚度的其他材料,防止打磨抛光过程中因员工技术水平的问题将边线打磨歪了。具体做法见图7,阴影部分为贴的金属条。
打磨抛光槽时由于砂纸为软性材料,最好将砂纸包裹石条或木条来打磨抛光,可以确保槽的直线度,使槽面无波浪或少波浪。打磨抛光槽时如有条件的话可以将抛光磨料成型成各种罗马槽对应半径的圆弧形状的条形磨料,用于打磨抛光罗马槽面。用这种方式打磨抛光罗马槽效率高、产品质量好。
5 分件、编号
对于多件按拼接合料开料的拉槽板产品而言,在分完件后必须依据拼接图的关系按拼接顺序给予编号并用箭号注明方向;对于不是合料加工的拉槽板,如果采用的是拼接打磨抛光工艺打磨抛光拉槽板的,在拆开时,必须按拼接关系给予拉槽板编号。
6 拉槽板检验及检验标准
槽见光面的表面质量:光度不低于板面的90%,且槽面无打磨抛光痕迹、无坑凹、裂纹;
槽边线直线度:控制在1mm/m内;
槽外型轮廓:误差控制在1mm内;
槽垂直度:肉眼观察,无明显偏斜,圆口;
槽拼接口:多件拉槽板拼接时无错台,拼接连接线基本在一条直线上,无明显波浪现象,直线度误差控制在在1mm/m内。
来源:石材杂志


¥50.00/平米

¥50.00/平方米

¥50.00/平米

¥55.00/平米

¥38.00/个

面议

面议

面议

面议

面议
 客服热线:
客服热线:






 企业资料通过139石材网认证
企业资料通过139石材网认证 
&tel=&work=13977429666&email=&org=广西钟山县金琳石材&adr=广西省贺州市钟山县牛庙工业区&url=http://fulin.stone139.com/)