 客服热线:
客服热线:其中主流是石英石和花岗岩台面。

而以生产数量和应用范围来看,花岗岩台面板是最多最广泛的,其次是石英石台面。人选石在家庭装饰尤其是橱柜台面中已经得到广泛的应用,是目前市场上主流橱柜台面材料。

台面板主要的加工流程:
选料→大切→磨光→切边→边加工→挖盆钻孔→磨光修补→试拼检验→包装→出运
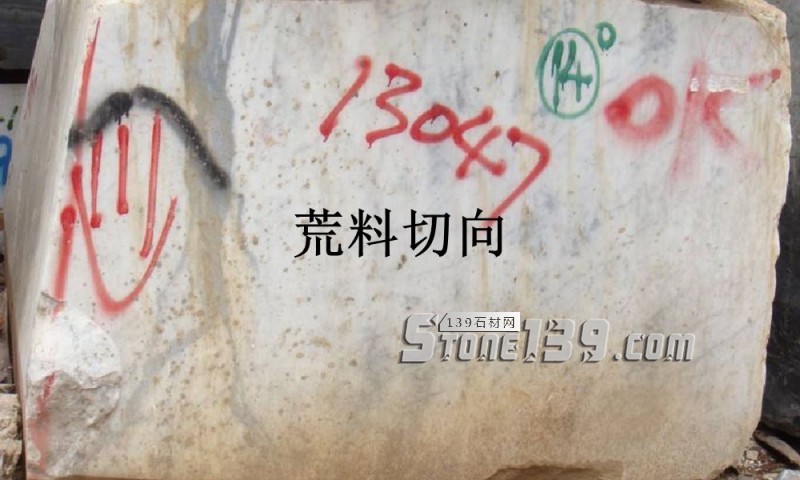
1、选料(需要注意荒料的切向问题)
根据客户样品或是生产定单要求选择适合的荒料原石。
(注意:石英石属于人造石,没有荒料,为直接压板成大板,跳过选料-大切-磨光环节,直接从挑大板开始进入定制尺寸切割等加工。)

选择荒料的常用方法有:湿水法,小样磨光法。
值得一提的是荒料的切向问题:石材的光泽度和板面花纹走向各不一样。
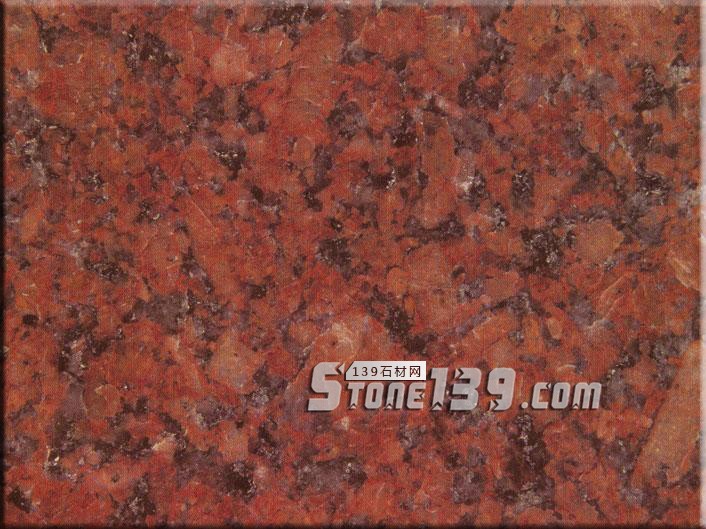
如印度红,枫叶红,紫点金麻等都有大小中花的区别。而蓝珍珠,黑金沙,英国棕等的切向不一样,其板面效果也就不一样。

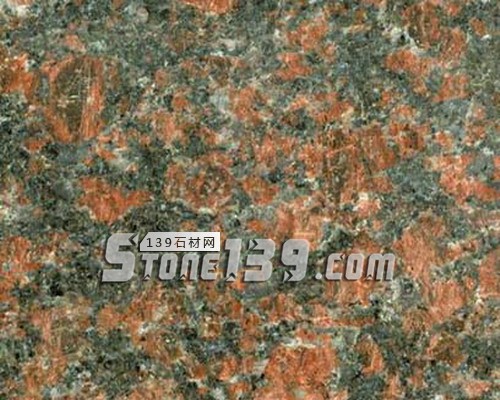
蓝珍珠,黑金沙,紫点金麻,虎皮黄为代表的石材都不能反切,否则蓝珍珠的板面反光效果难以看得出来,而黑金沙的金点就也看不见。对于山西黑这类石材就不存在这样的问题,因为其没有反光度,大小花及金点等的要求。

金碧辉煌和金线米黄也是由同一荒料经不同的切向而来的。

这种差别特别在国外进口石材上体现得较多。在实际的生产过程中凭经验是可以看得出来的。
在排料环节, 要尽量根据订单数量合理的安排排料,比如根据客户所要的尺寸,数量等去选购适宜尺寸的荒料,从而实现最优化利用。
那又如何根据荒料的报价推算板材价呢?
对于荒料,一般都量出大致的长宽高用体积(立方米)来表示大小,荒料在进行大切时,板与板之间空隙的宽度一般为:6/7/8mm,在根据订单所需的尺寸要求,就可以算出一颗荒料按所需尺寸要求可切割下来的毛板片数,就可以大致推算出板材的价格。

2、大切定厚(一般切一颗花岗岩荒料的时间需要四五天)
按照客户的订单加工要求用圆盘锯或沙锯把荒料切割成毛板的过程。

如果在遇到板材表面有裂痕,线,色胆,色差等缺陷时,可综观考虑看怎样切割以便后续在挖盆工艺时能尽量切掉缺陷部位,使其尽量得到充分的利用。

切割后要先进行一次检验,合格的毛板留用,不合格的挑除。对于超厚的毛板进行定厚处理。(如果是采购的是大板,就可以跳过这一阶段。)
欧美标准的厚度极限公差允许公差值为正负1MM。

3、刷胶磨光
磨光阶段有分粗磨和细磨两部分。
主要的加工设备是:自动多头连续研磨机、金刚石校平机、桥式磨机、圆盘磨机、逆转式粗磨机、手扶磨机。

粗磨:前面工序合格的产品和定厚过的毛板用磨光机先进行粗磨,目前磨机主要是用手扶式磨机及多头连续磨抛机。
过后等毛板干燥后,检查板面,板面效果好,可以直接进行细磨,如果发现毛板的板面质量不理想,可以对毛板表面进行刷胶处理,刷上一层树脂胶将其毛板上面的小孔和小裂纹、鸡爪纹等缺陷补好,同时也可以使得毛板的板面更好,光泽度更高。

在天气好的情况下,自然烘干,树脂胶一般半个多小时就能干,要是天气不好,差不多要1-2个小时才会干,也可采用烘干机烘干,最好是等干了后再进行细磨。很多工厂会使用AB 胶进行刷胶,效果更好,但成本更高。
也有的工厂是不经粗磨,洗净检查毛板,之后直接在毛板(有问题的)上刷胶。通常花岗岩刷得比较少,大理石刷得比较多。

细磨:用磨光机将合格的毛板或修补后的毛板逐块磨光加工成毛光板,记得要把毛光板中无法修复的裂纹、色线、石胆、扫花等瑕疵用红蜡笔在板上记号出来,以便下道工序及时发现,能避开这些缺陷用来加工小规格组件,如挡水板或加厚边等等。通常欧美定单的光泽度要求要达到在90°以上(或是按照客户要求加工,如果部分石种达不到要求要和客户协商)。

同时欧美标准的毛光板的平整度极限公差为0.8MM。
(注意: 一般黑色石头需要覆膜,以防止在后续工序和运输过程中划伤,所以在大磨后可进行覆膜,在质检时撕掉,验收完后再贴上去。)

4、切边(根据订单需求进行合理切割)
将合格的毛光板按生产定单要求进行排料切割,切割出台面板各部分---主台面、背挡、侧挡和围边等等。
切割的时候要注意之前要检查表面,注意之前标注的石材缺陷,要避开裂纹、黑斑、色线、色斑、扫花等,不要有阴阳面。

同时要保证切割后的成品的几何尺寸、角度尺寸、对角线尺寸准确无误,不允许有崩边、掉角现象。如果台面板背面需要粘接的,也要保正背面的边、棱、角的完整无损,方便之后的边加工。

5、边加工
边加工就是根据订单要求把台面板的边利用仿形机进行加工处理。
常见的有直边,圆边,鸭嘴边,加厚直边,加厚圆边,加厚鸭嘴边等,主要的加工设备有自动磨边倒角机、仿形铣机等。


加厚边具体做法是在要加厚的地方先用小割机磨平,之后粘结面粗加工成糙面,以便更牢固地粘结,之后就是涂胶粘合,最后用夹子定型夹牢。
(注意:粘合的时候要注意粘合面两块板之间的缝隙要越小越好,最好是达到0.1~0.2mm。)


等胶水干透后就可以进行车边加工,先进的工厂是用专门的仿型磨边机加人工磨光辅助,一般的工厂则是用人工切磨的。

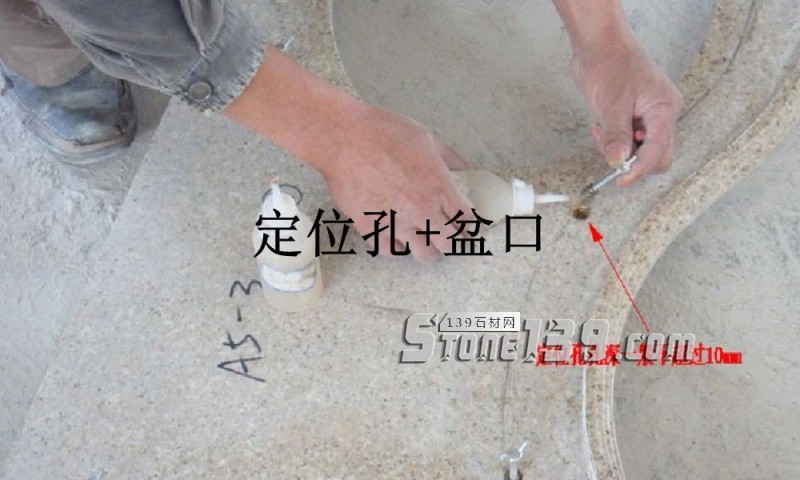
6、挖盆钻孔
即在台面板上开盆孔、水龙头孔,定位孔,纸巾孔,面巾孔等。
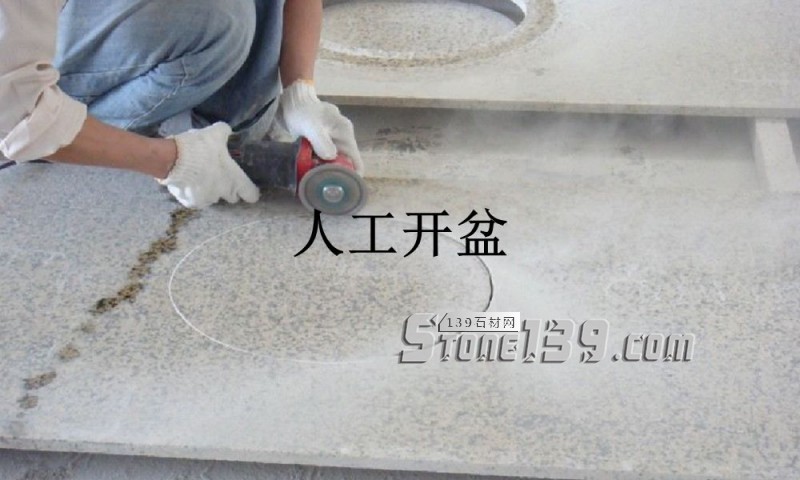
开孔一般由机器开孔,盆孔通常是人工开的,或是先由开孔机开好洗手盆的四个角然后在由人工切割。

一般流程:先用切割机在台面板的背面开盆,大约切一半的厚度,不开穿,之后把台面板翻过来, 再用尺寸薄板在正面用修正液和红笔标出开盆的位置和大小以及水龙头的开孔位置,再人工用切割机进行开盆工序。

水龙头孔是在正面钻孔开孔, 定位孔则是在背面钻孔,孔深度一般小于1cm。
通常洗脸台的盆孔如果距边只有或不到7或8cm,特别是易碎的石头,则需要加加固(石英石因为人造,含树脂,韧性较好,因此不需加钢筋)。
即使超过此距离,如客户有要求也必须在背面加固钢筋,一般所加的钢筋的直径为6/8/10mm,长度有48寸,36寸,24寸,埋钢筋的槽深约为10mm。

当孔太大,就算加钢筋也不够安全的情况下,可考虑孔不开穿,只切到一般的厚度,或者开好孔的四个角,在客户收到后自行进行切割,这样也可大大降低在运输过程中板面受损,断裂的可能性。
而加钢筋的这个工序一般在开盆孔后进行,如黄金钻,绿星等,但若是一些易碎的石种,则需要先加钢筋后再进行开盆钻孔。
7、磨光修补
修补就是修补加工不慎造成的破损(轻微不平或缺角等)或是其他天然的缺陷,注意要用和石材颜色接近的胶来修补再磨光。
磨光是对整个台面板的光面进行磨光加工,同样磨光后光泽度要求90°以上(不同花岗岩,磨出的光度也会存在差异,有些甚至可达100度以上,石英石磨光度大约只能在50度左右)。
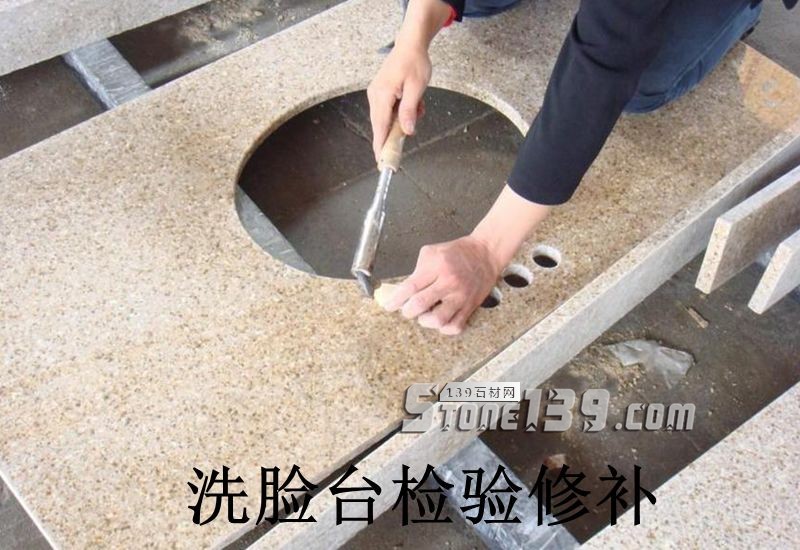

同时面成镜面光泽,无凹凸感,无波浪纹,交接处直线度保持在一条直线上,板面的边和开孔边的光泽度也要同板面一致。
通常是用手扶磨机来磨,如果要效果好,可用大型磨机磨。对于是由多个部件组合的台面要拼合修补及打磨,以免等会试拼的时候出现问题。


(注意:石英石在做成品加工过程中板面出现划痕或是其他问题,需要重新磨光时,必须要整面从底号一直磨到抛光为止,不能只重磨有划痕处,否则会造成某些位置有波浪痕,以及光度不一致。因为石英石大板采用的是自动抛光生产线的,压力和磨料与我们人工手扶磨不一样,所以重磨出来的效果不能统一,必须要求整面用手扶磨重新磨光。)


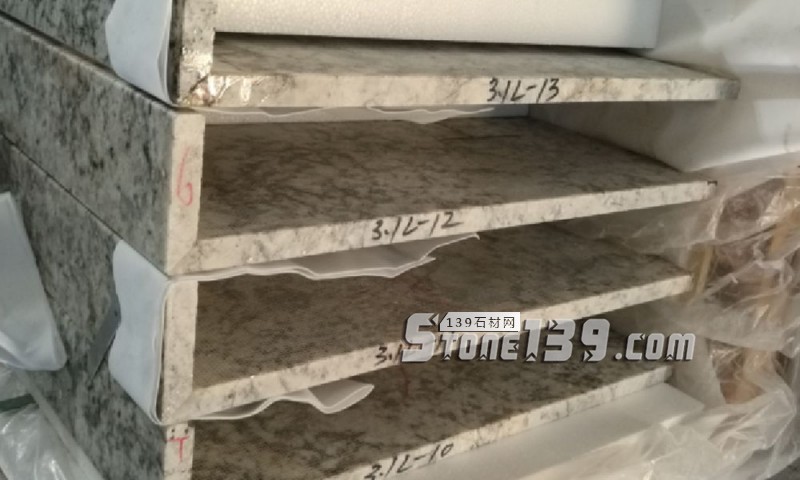
8、试拼检验(检验和预拼应该注意的问题)
将该台面板进行逐块检验,发现不合格品及时更换或返工。对于组合台面板在检验过程中要注意:除了边缘的光滑度,手感和板材的平整度等之外必须要预拼,预拼时需要注意组合台面间花色的统一,拼接处的拼合度,厚度差以及组合的左右顺序,必须依照图纸准确无误。

石英石属于人造石,人造石人并非就不存在色差。由于生产数量原因每搅拌一次料的配比和次数、热固化温度、以及每批次原材料的差异可能直接影响到同一批次板的色差问题。


备注:检验完后如果客户有要求要做防护的(防水处理等),方可做防护。防水处理,需要使板面干净且干燥,再涂上防水剂。而大理石和花岗岩所使用的防水剂不同。
常规的我们所使用的是思康牌防水剂,大理石用KY40,花岗岩则使用KY10。(石英石因其属性,本身具有防水功能,因此不做防水处理。)


对于项目单的台面板,质检预拼后每片台板的背面或者侧边需标识清楚房间号,item号等,以便于客户在现场易于分类和安装。
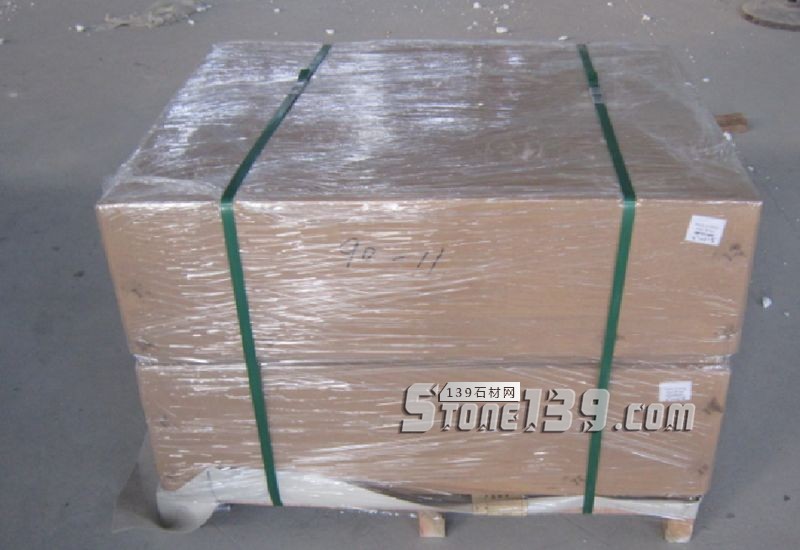
9、包装(台面板的放置方向以及光面之间的防划软膜)
包装时根据客户要求或石质对产品用熏蒸木箱进行包装,钝面与钝面相对,在光面之间夹防划伤的软膜片。


至于一些怕划伤的石材,像一般颜色较深石材(如山西黑),为防止刮伤影响视观会进行包膜处理。


台面板要垂直摆放,使石材纵向受力,勿横放,所有的台面捆成一个整体,不要松动,然后包上膜,用木条固定,再用打包机再次固定整体。当有客户要求洗脸台独立纸箱包装时, 要特别注意其尺寸和包装注意事项。

注意:
针对一些特殊的包装要求:如洗脸台预装盆常规木箱包装,预装盆独立纸箱包装,独立纸箱包装等,根据客户的具体要求具体安排,附上个别包装图供参考。
1、洗脸台预装盆常规木箱包装
2、洗脸台预装盆独立包装

3、独立纸箱包装


来源:石通记















