 客服热线:
客服热线:该机常见故障有:工作台不能升起、不能左右旋转,切割过程中床身跑偏、锯片进给失控、床身移动有异响或卡住等。可用流程图分析及排除故障。
一、维护与保养
1、润滑油及液压油池
床身两端的齿条支座油池,要保持密封和油面高度。床身油池内V形导轨及走刀齿条也要保持油面高度,油变质或进水时应及时换油。升降圆导轨润滑系统的手动泵,应加30#机械油并每班至少打油一次。经常观察床身前后移动减速机及走刀减速机和主轴油窗油位,至少每一年换油一次。
对翻转工作台的翻转轴、翻转油缸支座、活塞杆支撑轴、工作台回转齿轮变速机构各润滑点,每班必须加润滑油或脂一次。工作结束停机时,必须把工作台升起,以便使翻转机构活动一次,避免锈死,且有利于工作台的水晾干,防止其上的木板朽烂。
2、按钮箱及电器
控制工作台翻转、回转的按钮箱,在切割板材时免不了溅上水,久而久之,会造成按钮触点锈蚀,要经常进行检查,清除锈蚀点。该设备在PLC控制系统中使用了18只微型继电器,触点容量较小,动作频繁,致使继电器经常发生接触不良现象,所以对其要入时检查或更换。换下的继电器只要拆开轻轻打磨一下触点,一般即可恢复使用。各电磁阀的接插头,也会出现松动接触不良故障,同样要给予重现。
二、故障及处理
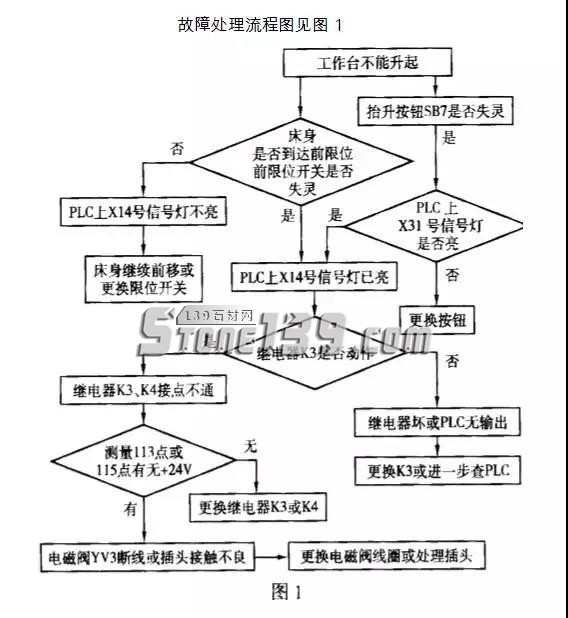
1、工作台不能升起
故障原因:床身未到达前限位位置或前限开关失灵;继电器线圈烧坏、常开触点锈蚀、或继电器常闭触点不通;抬升按钮SB7失灵;电磁阀YV3线圈断线或抽头接触不良。
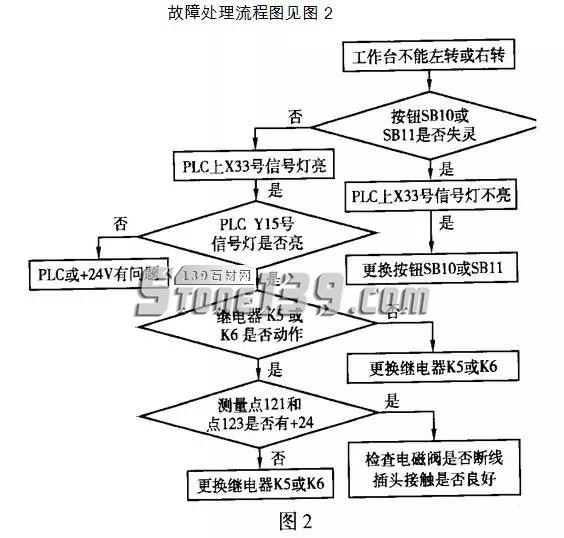
2、工作台不能左转或右转
故障原因:按钮SB10或SB11失灵;继电器K5或K6坏或触点按触不良心;电磁阀YV5或YV6线圈断线或插头接触不良。
3、工作台左右均不转
故障原因:限位开关SP2已坏或断线;工作台未落到底。
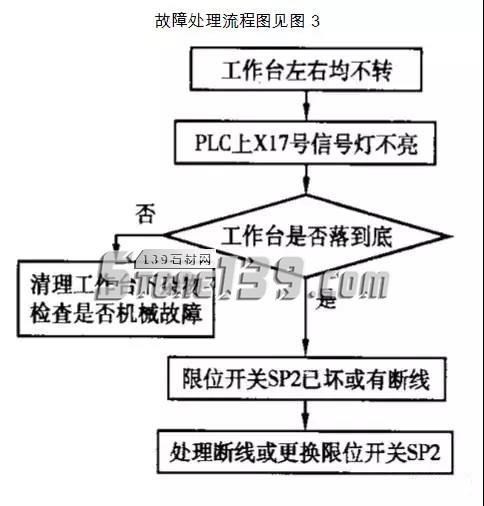
值得说明的是:如果SP2已坏或断线,虽然工作台已落到底,但PLC未接到信号,即PLC上信号灯X17不亮,相当于工作台未落到底。所以工作台不能转动,应重点检查限位开关SP2。
4、锯片进给失控
故障原因:油缸漏油、活塞油封老化、密封不严;电磁阀阀芯密
封不严或由于油内杂质较多,阀芯关闭不到位,有缷压现象。
故障处理:首先清洗电磁阀阀芯,如果液压油杂质较多或起泡沫,则更换液压油;再检查锯片升降油缸是否漏油、活塞油封老化情况。
5、切割时床身慢慢移动跑偏
故障处理:如果是开始就不能夹紧,有可能夹紧缸锈死,可拆下清理或更换;开始夹紧,然后慢慢松开。则主要检查、清洗电磁阀阀芯,液压油如果起泡、起沬、进水变质,比较明显的表现就是夹紧缸自动缷压,导致床身移动切割跑偏,则更换液压油即可。
6、电机转而床身不移动 故障原因:离合器不动作。
故障处理:检查继电器K12是否良好,用万用表测点147与点102之间,确定离合器线圈及线路是否良好,一般情况为离合器线圈断线或接插头接触不良。
7、电机不转。
故障原因:电机缺相运行,变频器GF1保护。
故障处理:电机是否烧坏或缺相、电机线是否断相。夹紧缸是否松不开,导致电机过流保护,拆下夹紧缸进行清理。
8、床身移动时有异响或走到一定位置突然停止
故障原因:两测油池内齿条缺齿或松动。
故障处理:检查两测油池内齿条是否有断齿、松动,予以更换或紧固,特别是两头的齿条容易松动,如果两根齿条之间的间隙达到一个齿距以上,则床身移动到该位置时,就会出现响声且立即停止,复位后砸紧定位销,拧紧内门万螺丝即可。















