 客服热线:
客服热线:一些石材加工企业,或一些投资方出于降低干挂石材的成本,用20mm厚的石材通过在石材背后加背条的方式来实现20mm石材干挂。然而,这种用背条加厚的方式严格来说是不允许的,存在很大的安全风险,背条与石材因为粘接的牢固度不够或时间长了背条与石材会分开,导致背条与石材脱开后石材坠落,可能造成严重的安全事故。如果因为某些原因(没有25mm厚以上的石材)确实要用加背条的方式做石材干挂,还是可以通过一些工艺方法达到背条与石材粘接很牢固,保证背条与石材粘接安全。本文阐述干挂石材背条加厚加工工艺。
干挂石材背条加厚通用的加工工艺流程:
切板→机加工→背条粘接→加固→背条加厚粘接检验→收板→开干挂槽。
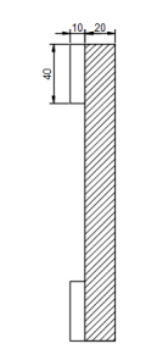
图1
1. 图1背条加厚加工工艺
(1)切板
按生产加工单上的尺寸要求切板,注意纹理与生产单上要求的一致。
背条没有特殊要求的话,选择价格低的人造石切板。
(2)机加工
图1背条无机加工。
(3)背条粘接
背条粘接请按下面的顺序加工:
①表面打毛处理
粘接接表面打毛处理主要目的是对待粘处及粘接条进行粗磨、定厚、花刀加工,增大待粘处的粗糙度,增加胶粘剂的粘接力。
②待粘接表面清洁
将待粘表面清洁干净、无粉尘、油污之物,表面干燥,消除影响粘接力的物质存在。
③调胶
取质量好的干挂胶,按干挂胶比例调配。调配时必须充分搅拌乳胶液,使其搅拌均匀。
④刮胶
在被粘接处用塑胶铲刀将胶均匀地涂敷在被粘处及背条上,胶不要涂得过多。将背条与被粘接石材贴合,并来回推动背条,使被粘接处胶均匀。
⑤胶液清理
将背条粘接处的胶液清理干净,使待粘接表面光滑,清洁、干净。
(4)用夹子夹紧背条与石材
用“F”型夹或“G”型夹、或“U”型夹将背条夹紧,夹子每隔350~300mm夹一个,并拧紧夹紧螺栓。在夹紧过程中要注意拧力的大小,不要用力太大使背条被夹断。

(5)背条粘接检验
主要检验粘接的牢固情况,表面外观质量及粘接缝的情况。
(6)收板
按箱号将粘接好背条的板收到同一箱里。
(7)开干挂槽
按生产加工单上的开槽图形、开槽尺寸对粘接好背条的石材开槽。开槽后清洁槽内的脏物。
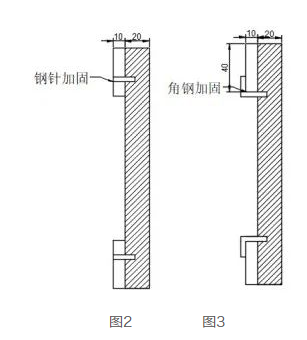
2. 图2背条加厚加工工艺
图2的背条加厚加工工艺与图1的背条加厚加工工艺基本相同,只是增加了钻孔加工工艺和灌胶工艺。钻孔加工工艺最好选择机器钻孔,不要用冲击钻。因为冲击钻钻孔可能因为冲击钻的震动力造成石材表面崩面或钻穿表面。
在灌胶时务必清洁孔洞里的石粉、吹干孔洞里的水份,否则影响胶的粘接强度。
3. 图3背条加厚加工工艺
图3的背条加厚加工工艺与图1的背条加厚加工工艺基本相同,只是增加了开槽加工工艺和灌胶工艺。
图3的角钢槽可以是通槽,也可以是100长左右的短槽。为了方便安装角钢,槽可以开宽1mm,这样胶也好灌注。槽内务必清洁干净,吹干水份。
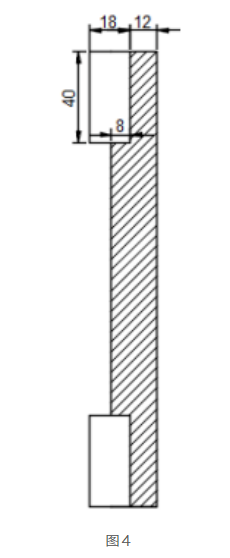
4. 图4背条加厚加工工艺
图4背条加厚加工工艺采用平整的定厚轮将石材背面定厚成40*8mm的槽,槽尽量平整,粗糙。用40目金刚砂轮定厚。背条与石材粘接时务必用夹子夹紧加厚条与石材。
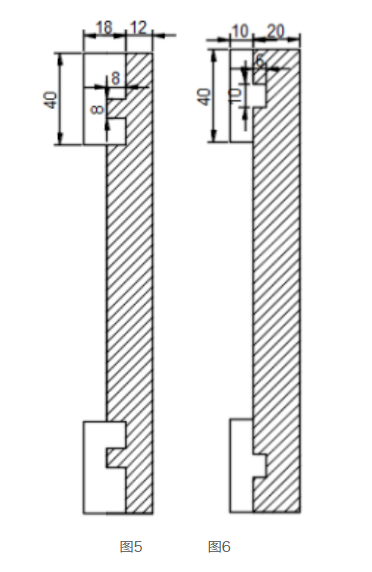
5. 图5、图6背条加厚加工工艺
图5与图6的加工遵循一样的加工工艺。加工时要注意的时凸台部分与凹槽部分的配合问题。一般情况下凸台部分宽度比凹槽部分宽度小1mm。凸台与凹槽可以加工成通长的,也可以加工成短槽式的。加工成短槽式的加工难度更大,使用的加工设备为加工中心或雕刻机才能完成。粘接时槽内要清洁干净,吹干槽内的水份。
6. 图7背条加厚加工工艺
图7燕尾槽的加工使用专用的双刀燕尾槽的加工设备开燕尾槽,两把刀同时开槽生产效率高,加工精度好。开槽后马上用清洁水冲洗干净槽。待槽内的粉尘、泥浆干燥后再清洁难度就增加了。为了使胶可以顺利灌注到燕尾槽里,燕尾槽可以开大1~2mm。
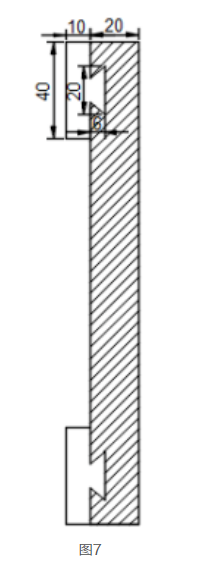
粘接时燕尾槽里的粉尘必须清洁干净,彻底吹干燥里面的水份。
灌注到燕尾槽里的胶适当调稀点,便于胶液可以充分进入到燕尾槽内。
加厚条镶嵌到石材的燕尾槽内时来回移动加厚条,使燕尾槽里的胶分布均匀,完全包裹加厚条。
燕尾槽加厚干挂石材的方法笔者认为是最安全,最可靠的加厚方式,这是传统的榫铆加工工艺在石材上的应用。
作者 | 晏辉















