 客服热线:
客服热线:石材产品的背倒粘接加工工艺很常见,常用于台面板、墙面转角的加工中。但是由于一些石材表面暗裂纹多,性质脆,加工时崩边、崩角难以避免,如果工艺方法不正确,加工出的产品质量达不到产品质量要求,导致客户投诉或退货,因此正确的加工工艺非常重要。

图1
图1为背倒45度角粘接的茶几,粘接处不磨边,这种做法产品粘接处出现了崩边、崩角情况,从图1上的箭头所指可以明显看出胶缝来 ,严重地响产品表面质量。
图2为倒角45度粘接加工,也是石材产品加工中极为常见的加贴边的方式,这种方式对那些不易崩边的材料来说是较优的加工工艺,而对那些易崩边、表面暗裂多的材料来说这种加工工艺不好了,因为表面的崩边消除不了,影响产品表面质量。
图3虽然磨了R2的小圆角,对某些不会崩边、崩角的石材来说OK。但是对于卢卡斯灰、冷翡翠、比利灰、白玉兰等暗裂多的石材,对那些晶体颗粒大的石材而言,R2或2*2的小斜边来说还是意义不大,如果按图4磨更大的R圆角可能更好。
图4磨R5的圆角或磨3*3的小斜边基本上可以消除崩边、崩角严重的情况,加工出的产品质量较好,而用磨边更大点,产品的立体感效果更佳。
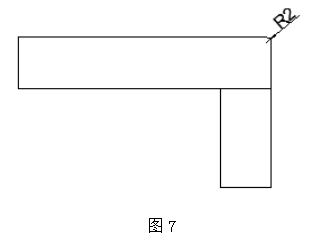
图5将图2的背倒45度粘接改进为面板背倒50度角,立板改为背倒40度加工,将粘接缝隙放到侧面上(见图6),然后再磨R2 的圆角,这种做法比图2、图3进步多了,值得推广、使用。
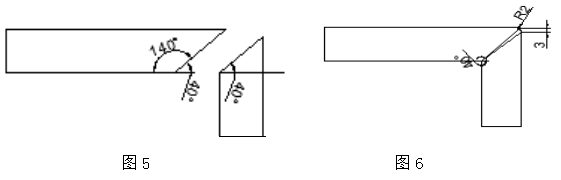
图7这种做法不采用背倒粘接的方法,用贴边加工工艺粘接。这种工艺方法减少了背切45加工,减少了工序过程,简化了加工工艺,缩短加工周期,只要桥切机切板时控制背面的崩边,加工出的粘接台面板质量比图2背倒加工方法更好。这种工艺方法已经在很多的石材生产企业推广。如果对一些易崩边的石材底面崩边难以避免,可以通过修磨、定厚或面板宽度加打磨余量的方法削除。
图7这种做法的弊端是如果粘接不平整,需要对侧面打磨抛光,增加了侧面打磨抛光的工作。如果有机器对侧面磨光,这种做法还是很好的加工工艺,粘接缝隙小,粘接工艺简单。图7的改进方法可以在粘接缝处可以一个3m*2mm的槽来消除粘接偏差,这样做还可以增加工产品的立体感。
图8通过背倒拼接安装的产品,转角处明显有条缝隙。主要是因为石材是晶体颗粒状的材料,背倒时容易崩边;图9产品面板与立板是采取直碰粘接的方式。
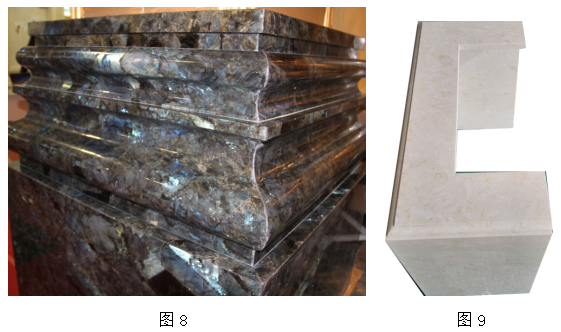
图10阳角的拼接是通过背倒磨小R 的方式完成的,看不出崩边的情况;图11的洗手台为背倒粘接方式完成的,粘接的棱处可以看出来同样磨了R不小于3mm的边,消除了粘接的棱的崩边,棱的效果很好

结论:
石材产品背倒粘接工艺,笔者建议采用图4、图5、图7的方法加工。图7只适合不崩边或崩边少的石材,切板时要特别注意控制到零崩边。用图4、图5、图7这三种方法加工粘接的台面板可以达到较好的加工质量要求。
作者:晏辉















