 客服热线:
客服热线:近年来,应室内外的装饰装修的能求,大理石、花岗石圆柱弧板开始进入市场,并在装饰装修工程中暂露头角。
由于它在圆柱的装修中远远优于窄条 平板的拼装效果,并且采用天然大理石、花岗石圆弧 .板,和铝板、不锈钢板装饰装修相比、具有返朴归 真、回归自然的特色,故其在今后相当长的-段时间 里,会深受欢迎,有较好的市场前景。
但是,对这种 异型圈弧柱面的加工,有其自身的特点。现就我厂采 用锯筒加工圈弧板过程遇到的一些问题,作一简单的 总结和讨论。
一、圆弧板的生产工艺过程即将荒料加工成为合乎建筑要求的、具有一定光泽度的圆弧板,需完成下列各道工序:
1,荒料整形。
这是圆柱形圆弧板加工的第-道工序,既要考虑后面各道工序中设备加工的要求,又应满足工艺过程中必要的加工余量。荒料整形由园盘大切机来完成。
2.切割圆弧毛板。
切割圆弧毛板。应用专门的圆弧毛板切割机切割。现在使用的切割机有带锯切割机,钢绳串珠切割机,锯筒专用切割机。锯筒圆弧毛板切割机,是结构和操作比较简单的设备、但其灵活性较差。
设备价格虽然较低,但配备足够数量的锯筒要花费可观的资金,同样也会增加投资资金数额但综合比较锯筒切割圆弧板仍具有投资低,维护费用也较低的特点。
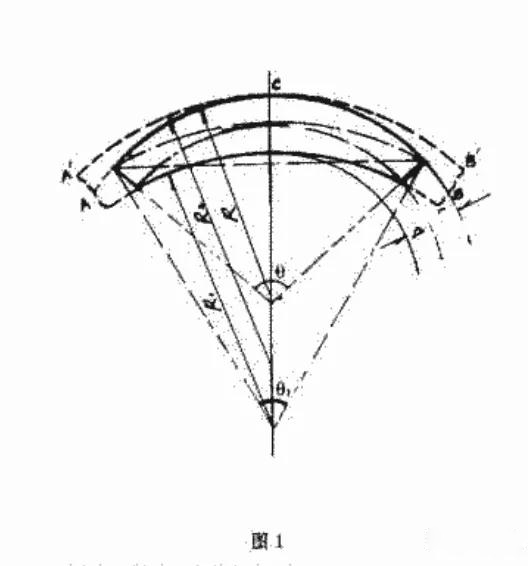
这就决定它在圈柱张板加工中相当一段时间内不致于被淘汰。锯筒加工切割圈弧柱面板有二个方案,其一是同心圆法,其二是等弧瓦片式切割去,如图1所示,本文介绍的是后一种方式。
3,圆弧毛板的切削抛光。
加工中不但要使板面达到一定的光度,而且还 应控制孤板几个有关的规格尺寸。如曲率半径,每块 弧板的弧长(或弦长)以及弧板的厚度和高度。
只要其中一个参数不合要求,就会导致产品报废。这就要 求圆弧板切削抛磨的操作工人工作责任感和操作技术 水平都要比平板抛磨工高得多。
圆孤板的抛磨由专用的预板抛磨机来完成;调整好抛磨余量,用*300- 400mm的专用刀片切削,按略大于成品板的弧度校正外圈,再用金刚砂磨头和不同标号的石材专用磨具进行粗磨、细磨和抛光,使它的孤度和成品板要求一致并具有一定光泽度。
然 后,用切削的刀片在弧板两端切出两条- 定深度的刀 缝,使两刀缝网的有效长度和成品板高度要求一致。因切削抛光时只固定弧板两端头,所以在切这两条刀 缝时不能将板材完全切斯,以避免弧板脱落而造成事 故。
成品弧板和夹制端头的分离工作是将弧板从设备 上卸下来后进行或在施工现场进行。
4.圆弧板的合缝。
在生产工序中又叫缝合。是将上道工序卸下的毛 光弧板的两条直边。在专用设备上进行毛边切除,使 其为相互平行的两条直线。一方面使弧板的弧长满足 公差要求,另一方面是使弧板半径和弦的夹角(称缝 合角〉a≤(180'-的) /2, ,才能确保工程安装时每两块相邻板材间不出现缝隙。合缝工作由专用缝合机来 完成。到此为止,圆弧板的加工结束,进行必要的修 补后,可包装或发运。
遥弧板加工和平面板材加工相比较,有更严格的 质量要求。上道工序不合格品,绝对不能流入下道工序。二者不同之处还在于它无法回收小规格板、所以 原料利用相对低得多。
二、圆弧板加工中的规格控制。
在圆弧板加工的各道工序中,需要对弧板的规格 严格控制,首先是荒料规格的控制,可以从下面几个方面考虑。
1、荒料的高度。这里所指的高度,是石料放入水箱后上下平面的 间随,也就是平行锯简中轴线的长度尺寸。荒料的高 度,应符合圆弧成品板上下两条弧线之间直线距离 (即弧板层高)的要求。它的数学关系式可表示如下:
在加工过程中,因设备升降螺杆的长度和锯筒内高度(800mm)的限制,一般要求成品板的高度h≤ 720mm。
2、荒料的宽度要求。
荒料的宽度,是指加工过程中和水箱移动方向垂 直的有效尺寸。必须保证成品弧板有足够的弦长。它应满足如下要求:
在加工订货中,一般只提供圆弧板直径,每块板 的圆心角(一圈的拼数确定)或每块弧板的横断面弧长。所以弦长应通过计算来确定。根据平面数学关系,可用下面方法求得:
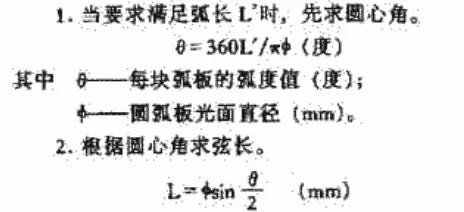
2.根据圆心角求弦长。

3.荒料的长度要求。
荒料长度,不受成品弧板规格的限制。荒料长度长,可以提高出产毛板率,减少辅助时间。但它却受到冷却水箱走向长度的限制。一般应补足以下条件:
荒料较长时,每移动一定距离后,就应提起锯筒取出毛板后再进行第二组切制,否则将造成部分毛板报废。每次能移动的距离应符合下式要求:

三、锯筒加工四弧板的毛板厚度。
在大理石、花岗石平板加工中,毛板的厚度是决?定光板厚度的重要参数。在锯筒加工圆弧板中,圆弧毛板的摩度显得更为重要。并且,这个参数和平板加工及其它方式加工圆弧板相比要复杂得多,必须通过严格的计算才能确保有较低的成本和较高的合格品率,圆弧毛板的厚度,可按下列两种情况进行计算:
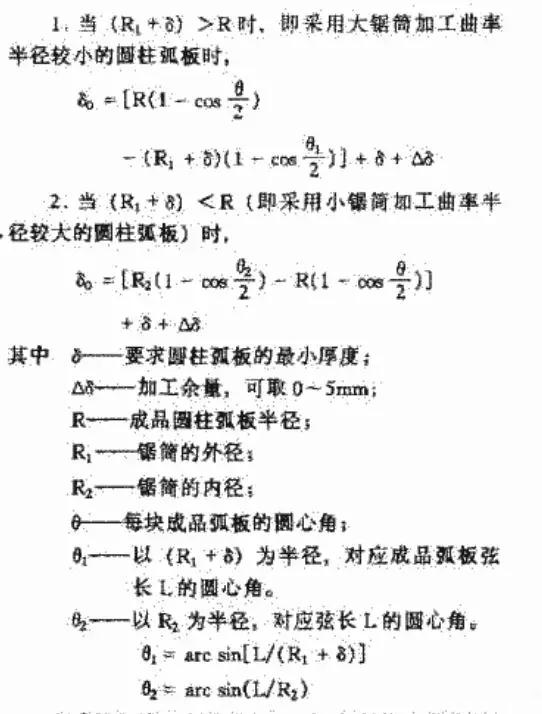
在采用和成品板直径(Φ)相应内径(或外径)的锯筒切割圆弧毛板时,由于锯筒内外径的差异,成品板某些部位也会出现加厚的情况,毛板也应相应加厚。这一点是不容忽视的。
四、锯簣加工的圆弧光板厚度。
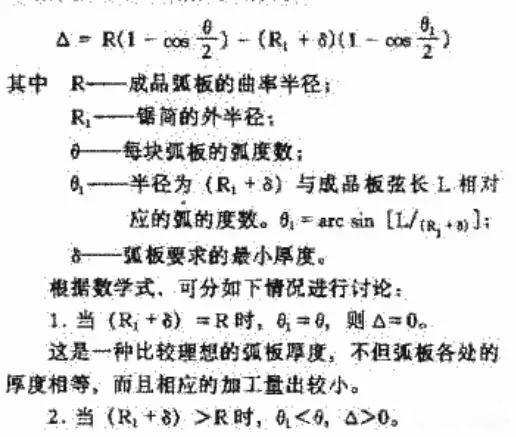
成品圆弧板的摩度,总希望在每个垂直圆柱轴线的圆弧断面上各处相等。但在用锯筒加工的生产实际中往往不尽人意。它的厚度差异受到弧板曲率半径和锯筒半径差异值的影响。
而且当每块弧板的弧度越大时,其差值也越大。根据几何关系,圆弧板最厚部分的增厚值(△)可用数学式表示:
此时的圆弧板材中间加厚,成品弧板的横断面如图1中的粗实线包围的部分。理论的切削部分为图中的A'AC及BB'C两个部分。其切削工作量仍然不算太大。
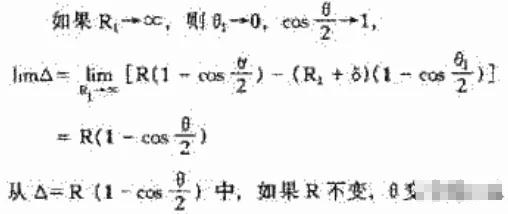
值也可减小。所以在生产实际中,若生产每块弧板的 弧度为π/8 (即16拼圆弧)时,可以采用一定厚度的平板加工,仍然会使荒料消耗减少,成本下降。但是使用圆弧磨机抛磨加工和合缝机合缝效率较低,而且安装难度也加大,一般在客户有持殊要求时制作。
这时采用的平面板材的最小厚度:

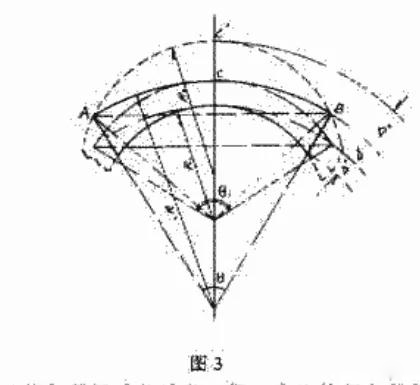
它是几何意义是以(R+δ)为半径、长为L的弧向圆心内移、圆弧板材中间变薄,边缘加厚。这种情况成品弧板的横断面如图3中粗实线包围的部分。
边缘加磨尺寸的计算,是一个比较复杂的数学式,应用起来比较麻烦。在生产实践中,可按以下数学式取值作参考,以便和订货要求作比较:

这种弧板的最大厚度:

当R=R+δ时,△'=0,弧板边缘不增厚,△'与 每块板的張度數无关,系理论的理想状态。但是, 在生产过程中,必须由一个锯筒切割内外两个弧面以便加工,这就限制了θ角的加大。限制条件是:

当弧板的弦长L=2R2时,弧边两边缘出现尖的情况。因此,为保证安装一圈圆柱的每块弧板的尺 寸相等,一般可取θ= 120"。
这一类型弧板加工的刀削抛磨部分主要在弧板的中部,切削量为图3中的ACBC。切削量相对较大。
五、锯筒直径的选择。
锯筒直径的选择,对于控制荒料消耗有着重要的意义。就抛磨加工而言,要求切削量较小以减少刀磨具及 工时的消耗。现就对不同要求的锯筒直径进行讨论。
1、当要求切削量最小时的锯筒直径。如果要求切削工作量最小,则锯筒的内径应和成 品弧板的外径相等。

2、当要求成品弧板各处基本等厚时的锯筒直径。要求弧板各处厚度基本相等,就要求△=0
这种情况在加工毛弧板时,.中间加厚,切削部位类似于A<0的情况。从建筑安装的角度和运输中的重量着眼,△=0是极理想的弧板标准。但锯筒本身有固定的尺寸,无法节,这就要求为适应建筑方面的需求,必须每种弧板规格配备相应规格的锯筒。
必然造成锯筒投资资金的增大。同时,对于一个圆弧板加工厂而言,每批同径弧板订货的毛板都由一个锯筒来完成,不可能同时间内使用多个锯筒。这样,一批锯筒的使用周期就显得相当长,大量配套鑭筒就很不合算。
3、减少锯筒初期投资的锯筒配备。
这条减少锯筒配备的思路是采用-一个锯筒,可以加工相近两个标准规格以上的圆弧板,这样锯筒的配备数量至少可以减少一半,
将φ和φ的数据怍比较,不难看出这两个锯筒 外径的数据非常接近。根据这提示,我们在生产实际中,可以采用θ= 100n+ 45 (mm)的锯筒外径: 这样的锯筒、即可以加工φ≠100n (mm)直径的圆柱孤扳,也可加工φ≈100 (o手1) mm的柱弧板。这样不但板材增厚值不致于太大,抛磨的切削工作也 出不致于增加得太多。当然,对于加工≈100n+ 10 (mim) ~ 100n+.90 (mm)的圆弧柱板,也同样可以适用。
上面三种锯规格的配备方案,各有其适应范 围。但综合考虑,应以φ=100n+ 45. (mm)的配备 比较灵活。
圜弧柱板的加工,应从弧板的直径、毛荒料的层 厚、采的锯筒直径等条件综合考虑,选择合适的圆 弧拼数。只有这样,才会有较低的成本和较高的成品 合格率。















