 客服热线:
客服热线:以往加工与铺贴地漏石材,常出现因打磨设备选择不当、切割开孔定位不精及铺贴过程中的板面敲打等原因,造成镶拼顶角断裂、拼缝宽窄不一、排水不畅等质量缺陷。
自从采用科技 含量更高的卫生间地漏石材套割打磨技术之后,通过精心策划与设计,合理运用电脑数控雕刻机、水刀及结合人工打磨相结合的施工工艺,从而解决了前述难题,进而为地漏处石材镶贴找坡提供了有效的解决办法。
关键词:地漏石材;数控打磨;水刀切割
1、工程概况
杭州市高科技企业孵化器二期工程位于杭州经济技术开发区6号路452号,总建筑面积136323m2,地下1层,地上24层,框剪结构,大楼48个卫生间中有96个下水地漏,浴室、泵房、厨房等有排水要求的地漏25个,均采用了卫生间地漏石材套割打磨技术。
2、石材套割打磨特点
(1)地漏石材套割打磨技术采用水刀切割机、电脑数控雕刻机作为石材开孔与坡度打磨机具,加工操作简单、几何形状精细美观。
(2)水刀切割可完成钻孔及各种不同形状切割功能,不会产生热效应、变形或细微的裂缝,不会产生毛边,切口细,一次即可完成工件切割且拥有良好的切边品质。
(3)石材雕刻机为计算机同步控制,可以实现提升全过程的精细控制,打磨过程平稳,石材边角损伤小。
(4)施工效率高,能够有效缩短地面石材铺贴的工期。
(5)工厂化加工有效降低石材破损率,成本降低。
(6)观感质量佳,排水畅,加工质量均质性强。
3、适用范围
(1)适用于有排水要求的地面石材加工,尤其是单块料的开孔、下沉弧度打磨。
(2)适用于建筑物墙面石材刻字、浮雕、线雕、切割及石材镂空。
(3)电脑雕刻机集编辑、排版、雕刻诸功能于一体,能方便快捷地在各种材料上雕刻出逼真、精致、耐久的二维图形文字及三维立体浮雕。
4、工艺原理
4.1水刀切割机工作原理
普通的水通过加压蓄能的方法可获得200~400MPa及以上的高压能再通过小孔(矱0.15~0.05mm)喷射而产生800~1000m/s的高速射流,运用这束高速“水箭”或再加入少量细砂对物体进行击打和运动而形成切割,其产生的温度最高在60℃内,而这束射流几乎可以切割从软到硬的任何材料,我们通常称之为“冷态切割技术”。
4.2电脑数控雕刻机工艺原理
电脑数控雕刻机由电脑、雕刻机主机和雕刻机控制系统三部分组成,通过绘图软件进行设计和排版,并由计算机把设计与排版的信息自动传送至雕刻机控制系统中,再由控制系统把这些信息转化成能驱动步进电机或伺服电机的带有功率的信号(脉冲串),控制雕刻机主机生成X、Y、Z三轴的雕刻走刀路径。
同时雕刻机上的高速旋转雕刻头,按加工材质配置相应的刀具,对固定于主机工作台上的加工材料进行切削,即可雕刻出在计算面中设计的各种平面或立体的浮雕图形及文字,实现雕刻自动化作业。数控雕刻机工作原理见图1。
5、施工工艺流程及操作要点
5.1施工工艺流程
加工方案确定→石材选料及防护→水刀开孔→数控机打磨圆弧→手工粗磨→手工细磨→手工精磨→抛光打蜡。
5.2操作要点
5.2.1加工方案确定
5.2.1.1石材加工条件分析
针对创精品项目要求,详细研究相关图纸,掌握卫生间等用水房间的排水孔(地漏)位置及地面块料模数的关联情况,还应进行项目实施现场勘察,熟悉现场平面布置情况,绘制多张分块策划图,并进行分析比较优选。
5.2.1.2方案设计内容
根据分块策划图,对施工方案进行具体化。包括材料选择、现场标高及平面尺寸的复核、石材的排块、地漏居中板块、地漏石材加工图、石材的防护、石材打孔及圆弧加工、石材打磨抛光打蜡等。
5.2.1.3石材加工系统配置
水刀系统装置由脉冲喷嘴、切割台、数控柜、步进电机、高压磨料罐、三缸柱塞泵、溢流阀等硬件系统装置组成。
数控软 件系统由整套数控水刀软件包括全绘编程、参数设置、矢量位图、文件处理和帮助信息等几大模块组成。电脑数控雕刻机硬件主要由雕刻头电机、电脑控制器、丝杆、导轨等组成,软件有“文泰雕刻软件”“精雕雕刻软件”“海尔雕刻软件”“TYPE3”“ARTCAM”“CIMATRON”等,软件功能强大,无论是2D、3D效果,还是浮雕,都可以处理。
5.2.2石材选料及防护
(1)要求加工的石材应与整个房间的用材相同,如颜色、密度、环保要求以及厚度、平面尺寸等。
(2)石材应六面涂刷防护剂,必须待石材的水分干透后方可涂刷防护剂。如水分还未干透,工期又紧的情况下,可先刷五面防护剂,待项目完成后,石材面水分完全蒸发后才做最后一道的正面石材防护剂处理,最后石材打蜡。
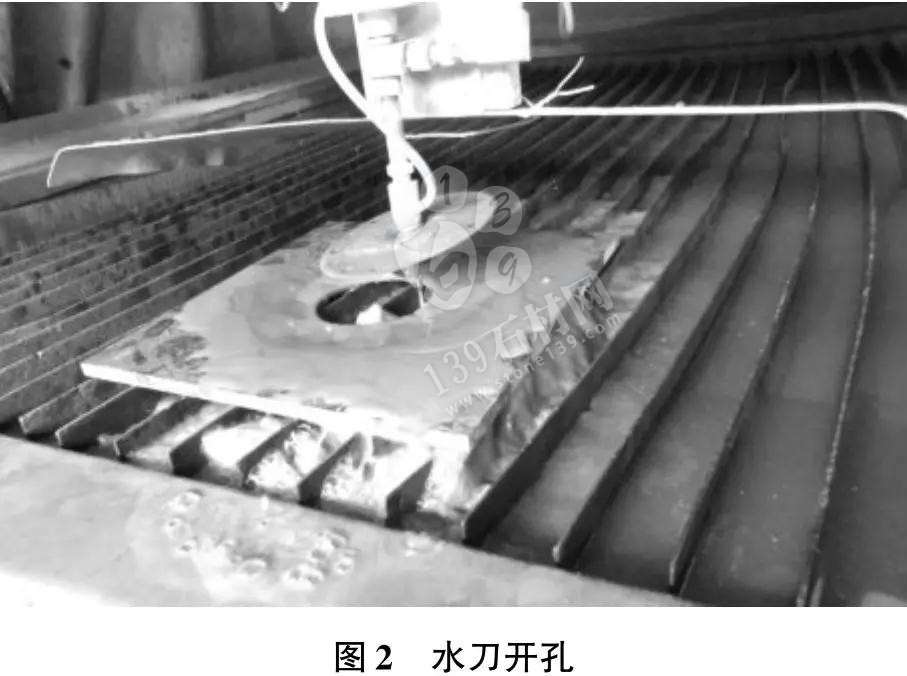
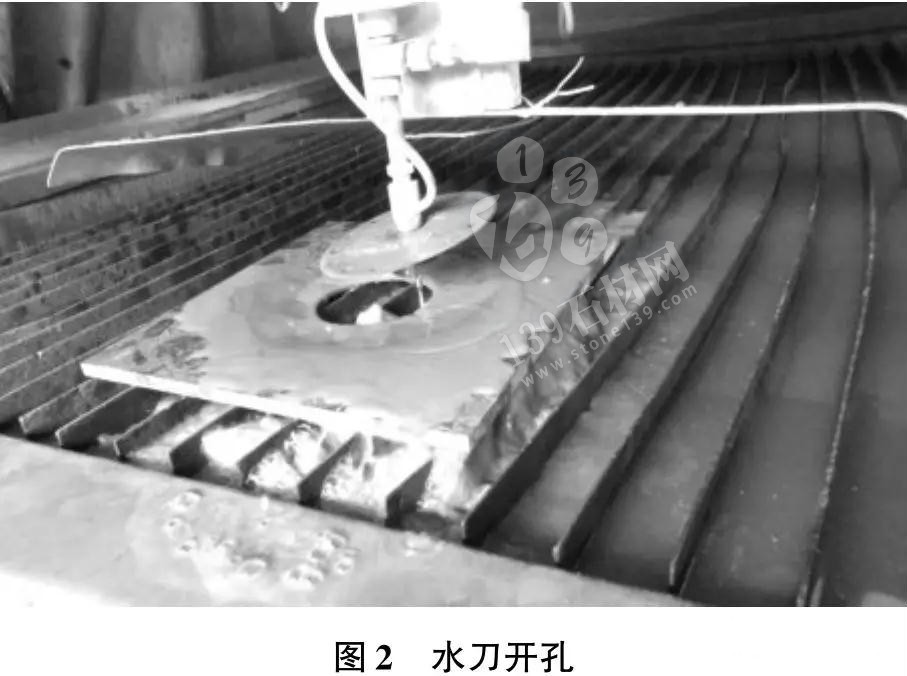
5.2.3水刀开孔
(1)用CAD软件绘制所需加工图形(地漏同直径圆孔),直接转换成数控文件进行控制切割走刀。
(2)在切割之前,首先要设置好相关切割参数,如喷嘴直径(0.3mm)、工作压力(350MPa)、最大水流量(3L/min)、切割速度(100mm/min)等,见图2。
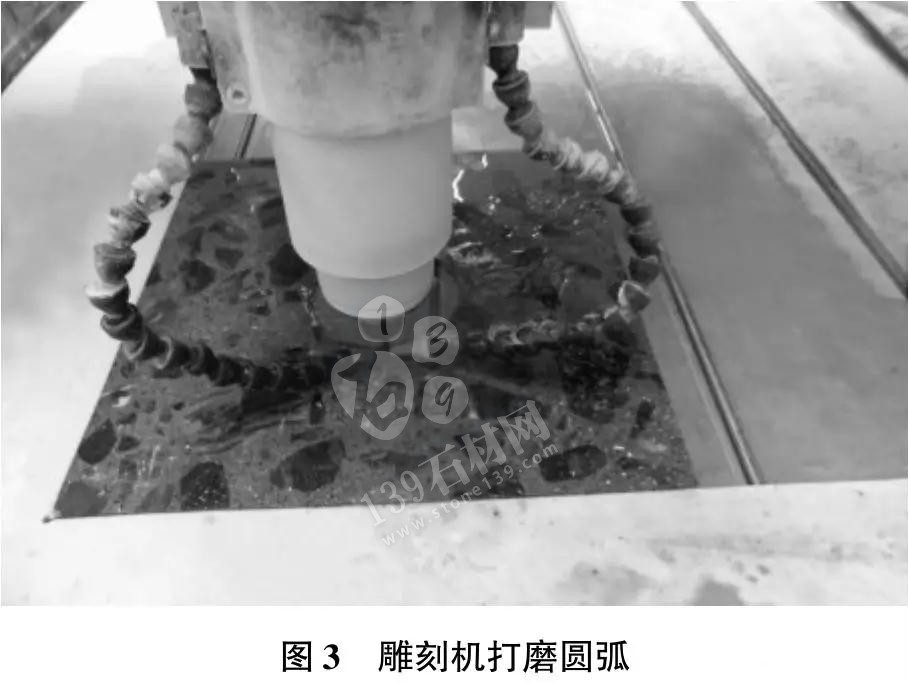
5.2.4数控机打磨圆弧
(1)按计算机内配置的专用雕刻软件进行排水圆弧打磨设计,并由计算机把设计图案的信息自动传送至雕刻机控制器中,再由控制器把这些信息转化成能驱动步进电机带有功率的信号(脉冲串),控制雕刻机主机生成X、Y、Z三轴的雕刻走刀路径。
同时,雕刻机上的高速旋转雕刻头,通过石材加工专用刀具,对固定于主机工作台上的加工石材进行切削,即可雕刻出在计算机中设计的排水圆弧,实现雕刻自动化作业。
(2)在石材雕刻机开机之前首先确定机床与计算机所有连接正常,然后打开机床电源和计算机电源,在系统启动完毕后,进入NCStudio数控系统。
确定相关雕刻参数,主轴转速24000r/min、最大运行速度20000mm/min、最大雕刻速度10000mm/min、分辨率0.005mm、工作电压AC380V/50Hz、功率2000W等,见图3。
5.2.5手工打磨、抛光
石材开孔及圆弧打磨完成后,即进行手工打磨。
(1)粗磨:采用弧面板磨光机,120#大理石磨料,磨削效率高,主要清除石材在前道工序中留有的痕迹并将石材的造型面磨削到位;
(2)半细磨:采用400#大理石磨料,将粗磨痕迹清除,形成新的较细的纹路,使石材表面平整、顺滑;
(3)细磨:采用800#大理石磨料,细磨后的石材表面花纹、颗粒、颜色已清楚地显示出来,表面细腻、光滑,开始有微弱的光泽度;
(4)精磨:采用1000#大理石磨料,精磨后的石材表面无肉眼察觉的痕迹。表面越来越光滑,光泽度最高可达到55度以上;
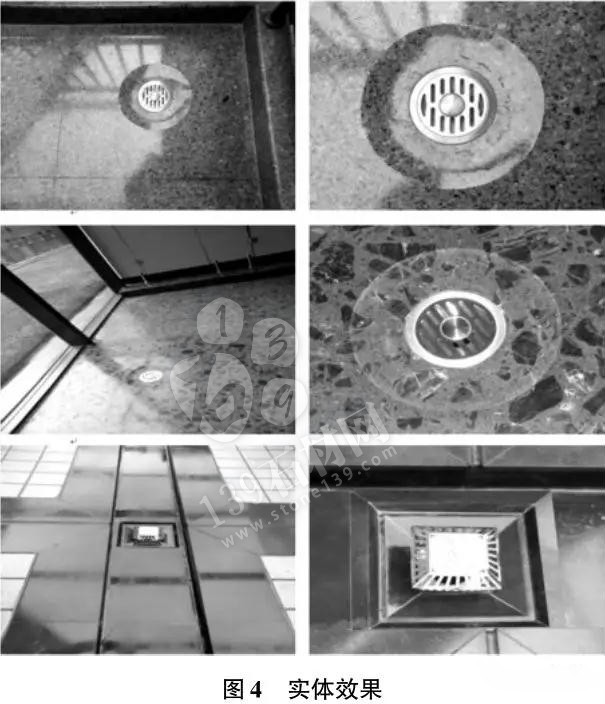
(5)抛光:使用专用的花岗岩抛光机,1500#水砂纸抛光,致使地面光亮平整如新;
(6)打蜡:采用抛光蜡(白蜡),能提高石材产品光度,实体效果[2]见图4
6、结语
杭州市孵化器有限公司二期工程卫生间及屋顶室外楼梯平台等处采用了石材套割打磨施工技术,与以往整块石材裁成四块中间开孔相比,不仅解决了用水地面在排水口单块石材找坡与套割难题,还保证了地漏处排水畅通,观感质量明显提升。
同时,还大大减少了铺贴用工,节约了材料,加快了工程进度,工程竣工后经过两年多的使用,效果良好,物业及业主非常满意。
参考文献
[1]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB6566—2010建筑材料放射性核素限量[S].北京:中国标准出版社,2011.
[2]中国建筑科学研究院.GB50210—2001建筑装饰装修工程质量验收规范[S].北京:中国建筑工业出版社,2001.
来源于浙江建筑















